La calidad del corte no la define una fuente por sí sola. La define la alineación completa desde la salida óptica hasta la boquilla, incluyendo ventanas protectoras, colimación, enfoque, gas asistido y sensado de altura.

Calidad de corte en láser de fibra: por qué el cabezal importa más de lo que crees
Una buena fuente no garantiza un buen corte.
Si el haz no llega bien al material, la potencia no sirve.
En muchos casos, el problema no está en la máquina.
Está en el cabezal.
¿Qué determina realmente la calidad de corte? (respuesta rápida)
La calidad del corte depende de la alineación completa del sistema: desde la salida óptica hasta la boquilla, incluyendo ventanas protectoras, colimación, enfoque, gas asistido y sensado de altura.
El error habitual: culpar a la fuente
Cuando aparecen problemas como:
rebaba
pérdida de calidad
cortes inconsistentes
La reacción suele ser:
👉 “La fuente falla”
Pero en muchos casos:
👉 la energía llega mal al material
Es un problema de transmisión, no de generación.
Anatomía del cabezal láser
Desde la salida óptica hasta la pieza, el haz pasa por varias etapas:
ventana protectora
lente colimadora
lente de enfoque
boquilla
canal de gas
Cada una influye en el resultado final.
👉 Si una falla, el proceso se degrada.
Qué pasa cuando algo está fuera de tolerancia
No hace falta un fallo grave.
Basta con pequeños desajustes:
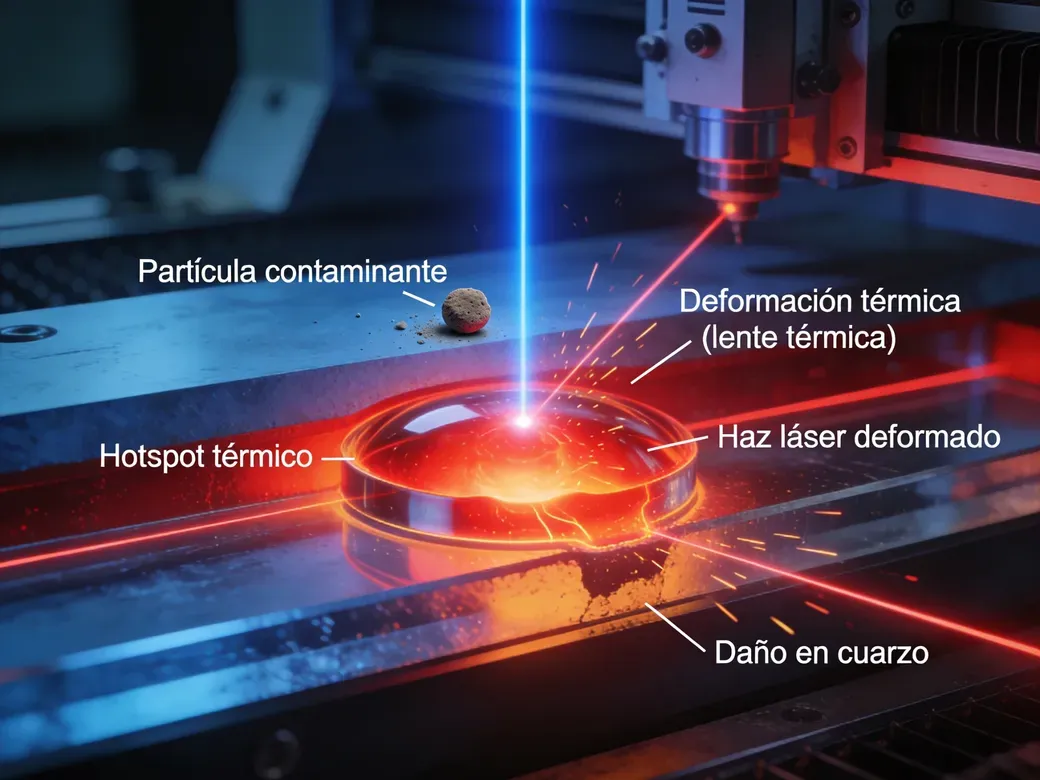
ventana contaminada
boquilla descentrada
O-ring deteriorado
eje mal calibrado
El resultado:
más rebaba
peor perpendicularidad
perforaciones inestables
menor repetibilidad
Coaxialidad: la clave que muchos ignoran
El concepto más importante aquí es la coaxialidad.
👉 El haz debe estar centrado respecto a la boquilla
Si no lo está:
el gas asistido pierde simetría
el baño de fusión se vuelve inestable
el corte se degrada
Y lo más peligroso:
👉 parece un problema de software o material
Cómo detectar un haz descentrado
Señales típicas:
corte irregular en un lado
diferencias de acabado según dirección
boquilla con desgaste asimétrico
comportamiento inconsistente
Esto indica que el sistema no está alineado.
El papel del gas asistido
El gas no es solo un apoyo.
Forma parte activa del proceso.
Si el haz está descentrado:
el gas no fluye correctamente
la expulsión del material fundido falla
aumenta la rebaba
👉 Óptica y gas trabajan juntos.
La parte que muchos olvidan: mecatrónica
El cabezal no es solo óptica.
También incluye:
sensor capacitivo de altura
control de impedancias
estabilidad mecánica
canales de gas
Si estos sistemas fallan:
👉 el proceso pierde estabilidad
Qué debe incluir un mantenimiento serio
No basta con cambiar consumibles.
Un mantenimiento real debe:
verificar coaxialidad
revisar estado de ventanas
comprobar lentes
validar centrado de boquilla
revisar sellados (O-rings)
comprobar sensado capacitivo
👉 Todo el sistema debe estar alineado.
Después de una colisión: qué revisar sí o sí
Una colisión puede desajustar todo.
Revisiones mínimas:
centrado del haz
estado de la boquilla
alineación óptica
sensores
estructura mecánica
No hacerlo garantiza problemas posteriores.
Error crítico: usar componentes de baja calidad
Una ventana protectora barata puede:
degradar el haz
generar pérdidas
introducir distorsión
👉 En procesos de alto valor, esto es crítico.
Conclusión
La calidad del corte no depende solo de la fuente.
Depende de cómo esa energía llega al material.
Un cabezal fuera de tolerancia convierte una buena máquina en un sistema inestable.
👉 Antes de cambiar la fuente, revisa el cabezal
Ese orden mental evita errores y mejora resultados.
Artículos